



注塑模具加工:形位公差失守,产品翘曲的“隐形推手”
2026-04-14
在塑料制品生产的精密链条中,注塑模具加工的质量直接决定着最终产品的品质,而其中形位公差(如平行度、垂直度)的把控,堪称模具加工的核心命脉。一旦注塑模具加工的形位公差(如平行度、垂直度)不达标,产品翘曲问题便会接踵而至,不仅拉低生产效率,更会给企业带来难以估量的损失。
形位公差:注塑模具加工的“精准标尺”
注塑模具加工的形位公差,是衡量模具零部件几何形状与位置精度的关键指标,平行度、垂直度更是其中的核心参数。在模具加工过程中,动模与定模的贴合面需要保持极高的平行度,才能确保注塑时熔融塑料均匀填充型腔;模具的导向部件、顶出机构与型腔的相对位置,则必须满足严格的垂直度要求,才能保障产品脱模顺畅、结构稳定。
这些看似细微的公差要求,实则是注塑模具加工的“精准底线”。当加工设备精度不足、工艺参数设置不当,或是操作人员把控不严时,平行度、垂直度等形位公差就容易出现偏差。比如,模具型腔的平行度误差超过0.05mm,就会导致熔融塑料在型腔内流动不均,局部压力失衡,为后续产品翘曲埋下隐患。可以说,注塑模具加工的形位公差达标与否,直接关系到模具的核心性能,是产品品质的第一道防线。
公差失守:产品翘曲的“直接导火索”
产品翘曲,是注塑生产中极为常见的质量缺陷,而追根溯源,注塑模具加工的形位公差(如平行度、垂直度)不达标,正是这一问题的主要诱因。当模具的平行度不达标时,动模与定模无法完全贴合,注塑过程中熔融塑料会在缝隙处产生泄漏,导致产品壁厚不均。冷却收缩时,壁厚不均的产品会因收缩应力失衡,向壁厚较薄的一侧翘曲,严重时甚至会导致产品尺寸超差、无法装配。
而垂直度不达标带来的危害同样不容小觑。模具顶出机构的垂直度偏差,会导致顶出力不均匀,产品在脱模时受力失衡,局部受力过大的部位会产生应力集中,冷却后形成翘曲;模具导向部件的垂直度误差,则会导致模具开合时发生偏移,型腔受力不均,注塑出的产品不仅容易出现翘曲,还可能伴随毛边、缺料等问题。更关键的是,这种因注塑模具加工形位公差不达标引发的翘曲问题,往往具有隐蔽性和持续性,即便调整注塑工艺参数,也难以从根本上解决,只会不断消耗企业的生产成本与时间成本。
精准把控:破解翘曲难题的核心路径
要彻底解决因注塑模具加工的形位公差(如平行度、垂直度)不达标导致的产品翘曲问题,必须从模具加工的根源入手,建立全流程的精准管控体系。
在设备层面,企业需配备高精度的加工设备,如五轴联动加工中心、高精度磨床等,从硬件上保障模具零部件的加工精度,为平行度、垂直度的达标提供基础支撑。同时,定期对设备进行精度校准,确保设备始终处于最佳运行状态,避免因设备老化、磨损导致的公差偏差。
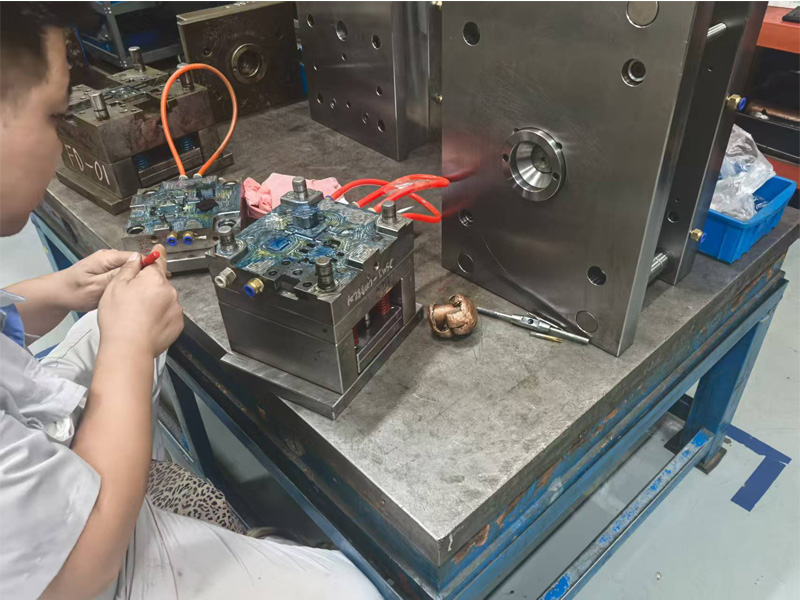
在工艺层面,要制定科学的加工工艺流程,明确关键工序的公差控制标准。针对平行度、垂直度等核心形位公差,采用专用检测工具,如三坐标测量仪、平行度测量仪等,对加工后的零部件进行实时检测,一旦发现公差超标,立即调整加工参数,杜绝不合格品流入下一道工序。
在人员层面,加强对操作人员的专业培训,提升其对形位公差重要性的认知,以及精准操作设备、把控加工细节的能力。建立严格的质量追溯机制,将每一项模具加工的形位公差数据记录在案,确保出现问题时能够快速溯源、精准整改。
注塑模具加工的形位公差(如平行度、垂直度),看似是细微的技术指标,却直接决定着产品的品质走向。当形位公差失守,产品翘曲便成为必然;唯有精准把控形位公差,才能筑牢模具加工的质量根基,从源头破解产品翘曲难题,为塑料制品的高品质生产保驾护航。在竞争日益激烈的注塑行业,把控好注塑模具加工的形位公差,就是掌握了提升产品竞争力的核心密码。





Contact Us
手机
Website
